Нанесение и чтение размеров на чертежах деталей. Упрощенное нанесение размеров отверстий Сквозное отверстие на чертеже
Выше были рассмотрены общие вопросы относительно размеров формы и расположения (см. рис. 7.3, 7.4, 7.6, 7.7). Здесь будут рассмотрены особенности изображения отверстий в основном под крепежные детали некоторых соединений и однотипные элементы.
На чертеже детали цилиндрические и резьбовые отверстия могут быть изображены в виде разреза (рис. 7.11, а), на чертеже сборочной единицы отверстие изображают несколько увеличенным (рис. 7.11, б). Определяющим является диаметр б). Расположение осей отверстий определяется конструкцией изделия.
При нанесении размеров элементов, равномерно расположенных по окружности изделия (например, отверстий), вместо угловых размеров, определяющих взаимное расположение элементов, указывают только их количество (рис. 7.12, а, б).
Размеры нескольких одинаковых элементов изделия, как правило, наносят один раз с указанием на полке линии-выноски количества этих элементов (рис. 7.13).
При большом количестве однотипных элементов изделия, неравномерно расположенных на поверхности, можно указывать их размеры в сводной таблице (рис. 7.14). Однотипные элементы при этом обозначают арабскими цифрами или прописными буквами.


0,5x45° 3 фаски
- 03,2
- 2 отд

Если же на чертеже показано несколько групп близких по размерам отверстий, то рекомендуется отмечать одинаковые отверстия одним из условных знаков (рис. 7.15). Количество отверстий и их размеры допускается указывать в таблице. Отверстия обозначают условным знаком на том изображении, на котором указаны размеры их положения.
Одинаковые элементы, расположенные в разных частях изделия (например, отверстия), рассматривают как один элемент, если между ними нет промежутка (рис. 7.16, а) или если эти элементы соединены тонкими сплошными линиями (рис. 7.16, б). При отсутствии этих условий указывают полное количество элементов (рис. 7.16, в).
Если одинаковые элементы изделия (например, отверстия) расположены на разных поверхностях и показаны на разных изображениях, то количество этих элементов записывают отдельно для каждой поверхности (рис. 7.17).
|
7777777. |
|
|
- ? - --- |
|
4 отб. 0 ЮН 12

- 2 отб. М806Ь
- 2 от 6.0 ЮН 12
- 2 отб

Обозначение отверстий. Когда изображение отверстий на чертеже имеет размеры 2 мм и менее, рекомендуется их указывать на полке линии-выноски. Так же следует поступать при отсутствии изображения отверстия в разрезе вдоль оси. Соответствующие примеры даны на рис. 7.18 и 7.19.
На рис. 7.18 показаны: а, б, в, г - глухие отверстия диаметром 3, глубиной 6 мм и диаметром 5 и глубиной 7 мм; д, е, ж, з - 2 отверстия диаметром 10 мм с зенковкой 1 х 45° и 3 отверстия диаметром 6 мм с цилиндрической зенковкой диаметром 12 и глубиной 5 мм.
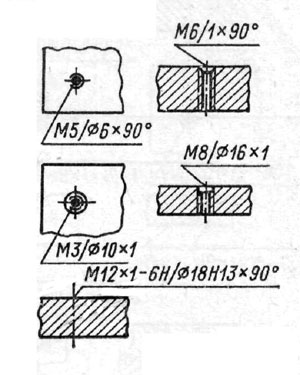
На рис. 7.19 показаны резьбовые отверстия: а, б - сквозное отверстие с резьбой М10; в, г - глухое резьбовое гнездо с резьбой М8 с шагом резьбы 1 мм, длиной отверстия с полным профилем резьбы 10 мм и глубиной сверления 16 мм; д, е - глухое резьбовое гнездо с резьбой Мб и длиной резьбы с полным профилем резьбы 10 мм, с зенковкой под 90° глубиной 1 мм; ж, з - сквозное отверстие с резьбой М12 и зенковкой диаметром 18 мм под углом 90°.
Принятая система обозначений позволяет давать в строчной записи размеры отверстий и элементов, входящих в их структуру. Различные формы головок, концов винтов, зенковок под головки винтов и отверстий под концы установочных винтов стандартизованы.
- 0 ЮН 7- М 5° 06/012x5

- д) ж)
- 01ОН7-7х45 с
- 2 отб

- 06/012x5
- 3 отб
М10-6Н М8x1x10-16 Мбх 10/1x90° М12-6Н/018x90°
а) б) д) ж)
М10-6Н
М8х1х10-16
М6x10/1x90°
М12-6Н/018x90 ‘
Сквозные квадратные и продолговатые отверстия выполняют в деталях типа корпусов и плит, имеющих линейное или угловое перемещение. В отверстиях размещают стержень крепежной детали (болта, винта, шпильки).
Отверстия изображают в двух проекциях: на продольном полном или местном разрезе и на виде сверху (рис. 7.20). На виде сверху обычно показывают размеры формы - длину, ширину и радиус скругления - и размер положения; на продольном разрезе - толщину детали.
Сквозные дуговые отверстия выполняют в деталях, имеющих круговое установочное перемещение (рис. 7.21).

Т-образные обработанные прямые пазы выполняют в деталях типа столов, плит для закрепления на них приспособлений, имеющих линейное установочное перемещение, обрабатываемых деталей и т.п. В пазах размещают головки специальных болтов.
Для изображения пазов достаточно одной проекции, на которой проставляют все размеры формы, а от оси симметрии - размер положения (рис. 7.22). Размеры Т-образных обработанных пазов ста н дарти зо ва н ы.

Т-образные обработанные кольцевые пазы выполняют в деталях типа поворотных столов, плит и др. для закрепления на них приспособлений, имеющих круговое установочное перемещение.
Кольцевые пазы изображают в двух проекциях: на поперечном разрезе и виде сверху (рис. 7.23). На поперечном разрезе наносят размеры формы, относящиеся к профилю паза; на виде сверху - радиус оси симметрии паза (он же, как правило, является размером положения).


Профили направляющих скольжения. Направляющие скольжения широко используются в металлорежущих станках. Установлены следующие их типы:
- тип 1 - прямоугольные симметричные (рис. 7.24);
- тип 2 - треугольные несимметричные (рис. 7.25);

- тип 3 - прямоугольные (рис. 7.26);
- тип 4 - остроугольные («ласточкин хвост» - рис. 7.27).



На рис 7.24 и 7.25 указаны стандартные размеры, а размер В* - справочный. Остальные размеры стандартизованы.
Шпоночные пазы выполняют всегда в двух деталях: охватываемой и охватывающей (вал и втулка). В пазы устанавливают шпонку, передающую вращающий момент от вала к втулке или наоборот.
Паз под призматическую шпонку изображают на двух разрезах. На разрезе плоскостью, перпендикулярной к оси вала или отверстия (рис. 7.28, в , д), показывают поперечную форму паза и наносят размеры ширины и глубины. На продольном местном или полном разрезе (рис. 7.28, а, г), реже для вала на виде сверху (рис. 7.28, б) показывают длину паза и его положение относительно других поверхностей детали и наносят остальные размеры.

Линию пересечения боковых стенок паза с поверхностью вала или втулки заменяют на изображении проекцией крайней образующей поверхности вала или отверстия.
Размеры шпоночных пазов для призматических и сегментных (рис. 7.29) шпонок на валу и втулке стандартизованы. Определяющим размером служат диаметр вала и втулки.

Если шпоночные пазы необходимо выполнить на конических валу или втулке, то их изображения совпадают с изображениями пазов для цилиндрических вала и втулки. Только размер положения паза на валу наносят от меньшего основания конической части вала (рис. 7.30, а ) и размер глубины паза в отверстии наносят в плоскости меньшего основания конической части отверстия (рис. 7.30, в). Эти размеры стандартизованы.


Канавки под стопорные многолапчатые шайбы. В канавку вала входит внутренняя лапка многолапчатой шайбы. Одна из наружных лапок шайбы загибается внутрь одного из пазов гайки, чтобы предотвратить ее самоотвинчивание.
На чертеже вала размеры канавки, как правило, ставят на сечении (рис. 7.31, а). На главном виде вала вдоль канавки делают местный разрез, на котором показывают выход дисковой фрезы, нарезающей канавку, и ставят размер /? фрезы (рис. 7.31, б). Диаметр резьбы вала служит определяющим размером, по которому находят размеры канавки.

Размеры нескольких одинаковых элементов изделия (отверстий, фасок, пазов, спиц и т. п.) наносят один раз, указывая на полке линии-выноски число этих элементов (рисунок 1а). Если какие то элементы расположены по окружности изделия, вместо числовых размеров, определяющих взаимное расположение этих элементов, указывают только их число (рисунок 1б). Размеры двух симметрично расположенных элементов изделия (за исключением отверстий) группируют в одном месте и наносят один раз, без указания их числа (рисунок 2). Число одинаковых отверстий всегда указывают полностью, а их размеры - только один раз. Если одинаковые элементы расположены на изделии равномерно, рекомендуется проставить размер между двумя соседними элементами, а затем размер (промежуток) между крайними элементами в виде произведения числа промежутков между элементами на размер промежутка (рисунок 3). При нанесении большого числа размеров от общей базы (от отметки «0») проводят общую размерную линию, а размерные числа проставляют у концов выносных линий (рисунок 4а). Размеры диаметров цилиндрического изделия сложной формы наносят, как показано на рисунке 4б.



Допускается координатный способ нанесения размеров элементов изделия при большом их числе и неравномерном расположении на поверхности: размерные числа указывают в таблице, обозначая отверстия арабскими цифрами (рисунок 5а) или прописными буквами (рисунок 5б).

Одинаковые элементы, расположенные в разных частях изделия, рассматривают как один элемент, если между ними нет промежутка (рисунок 6а) или если эти элементы соединены сплошными тонкими линиями (рисунок 6б), в противном случае указывают полное число элементов (рисунок 6в).

Если одинаковые элементы изделия расположены на разных поверхностях и показаны на разных изображениях, то число этих элементов записывают отдельно для каждой поверхности (рисунок 7). Размеры одинаковых элементов изделия, лежащих на одной поверхности, допускается повторять в случае, когда они значительно удалены друг от друга и не увязаны между собой размерами (рисунок 8). Если на чертеже изделия много близких по размеру отверстий, из которых можно образовать группы, то отверстия каждой группы обозначают условным знаком (на том изображении, где проставлены размеры, определяющие их положение), а число отверстий и их размеры для каждой группы проставляют в таблице (рисунок 9).



Упрощенное нанесение размеров отверстий
 В случаях, если диаметр отверстия на изображении 2 мм и менее, если отсутствует изображение отверстия в разрезе
(сечении) вдоль оси или если нанесение размеров отверстий по общим правилам усложняет чтение
чертежа, размеры отверстий на чертежах наносят упрощенно в соответствии с ГОСТ 2.318-81
(СТСЭВ 1977-79). Размеры отверстий указывают на полке линии-выноски, проведенной от оси
отверстия (рисунок 10). Примеры упрощенного нанесения размеров отверстий приведены в таблице ниже.
В случаях, если диаметр отверстия на изображении 2 мм и менее, если отсутствует изображение отверстия в разрезе
(сечении) вдоль оси или если нанесение размеров отверстий по общим правилам усложняет чтение
чертежа, размеры отверстий на чертежах наносят упрощенно в соответствии с ГОСТ 2.318-81
(СТСЭВ 1977-79). Размеры отверстий указывают на полке линии-выноски, проведенной от оси
отверстия (рисунок 10). Примеры упрощенного нанесения размеров отверстий приведены в таблице ниже.
| тип отверстия | Изображение отверстия и структура упрощенной записи размеров | упрощенное нанесение размеров |
|---|---|---|
| гладкое сквозное |  |
 |
| гладкое сквозное с фаской |  |
 |
| гладкое глухое |  |
 |
| гладкое глухое с фаской |  |
 |
| гладкое сквозное с цилиндрической зенковкой |  |
 |
| гладкое сквозное с конической зенковкой |  |
 |
| гладкое сквозное с конической зенковкой и расточкой |  |
 |
| резьбовое сквозное и резьбовое глухое с фаской |  |
 |
| резьбовое глухое с зенковкой |  |
 |
| резьбовое сквозное с зенковкой |  |
 |
Примечание
Принятые обозначения элементов отверстий, используемые в структуре записи: d 1 - диаметр основного отверстия; d 2 - диаметр зенковки; l 1 - длина цилиндрической части основного отверстия; l 2 - длина резьбы в глухом отверстии; l 3 - глубина зенковки; l 4 - глубина фаски; z - обозначение резьбы по стандарту; φ - центральный угол зенковки; α - угол фаски.
Размеры на рабочих чертежах проставляются так, чтобы ими удобно было пользоваться в процессе изготовления деталей и при их контроле после изготовления.
В дополнение к изложенному в п. 1.7 "Основные сведения о нанесении размеров" здесь приводятся некоторые правила нанесения размеров на чертежах.
Когда деталь имеет несколько групп отверстий, близких по своим размерам, изображения каждой группы отверстий необходимо пометить специальными знаками. В качестве таких знаков применяют зачерненные секторы окружностей, используя разное их число и расположение для каждой из групп отверстий (рис. 6.27).
Рис. 6.27.
Допускается размеры и количество отверстий каждой группы указывать не на изображении детали, а в табличке.
Для деталей, имеющих симметрично расположенные, одинаковые по конфигурации и величине элементы, их размеры на чертеже наносят один раз без указания их количества, группируя, как правило, в одном месте все размеры. Исключение составляют одинаковые отверстия, количество которых всегда указывают, а их размер наносят только один раз (рис. 6.28).

Рис. 6.28.
Деталь, изображенная на рис. 6.27, имеет ряд отверстий с одинаковым расстоянием между ними. В таких случаях вместо размерной цепочки, повторяющей один и гот же размер несколько раз, его наносят один раз (см. размер 23). Затем проводят выносные линии между центрами крайних отверстий цепочки и наносят размер в виде произведения, где первый сомножитель – количество промежутков между центрами соседних отверстий, а второй – размер этого промежутка (см. размер 7×23= 161 на рис. 6.27). Такой способ нанесения размеров рекомендуется для чертежей деталей с одинаковым расстоянием между одинаковыми элементами: отверстиями, вырезами, выступами и т.п.
Положение центров отверстий или других одинаковых элементов, неравномерно расположенных по окружности, определяют угловыми размерами (рис. 6.28, а ). При равномерном распределении одинаковых элементов по окружности угловые размеры не наносят, а ограничиваются указанием количества этих элементов (рис. 6.28, б ).
Размеры, относящиеся к одному конструктивному элементу детали (отверстию, выступу, канавке и т.д.), следует наносить в одном месте, группируя их на том изображении, на котором этот элемент изображается наиболее ясно (рис. 6.29).

Рис. 6.29.
Положение наклонной поверхности может быть задано на чертеже размером угла и двумя (рис. 6.30, а ) или тремя линейными размерами (рис. 6.30, б ). Если наклонная поверхность не пересекается с другой, как в первых двух случаях, а сопрягается с криволинейной поверхностью (см. рис. 6.17), прямолинейные участки контура продлевают тонкой линией до их пересечения и от точек пересечения проводят выносные линии для нанесения размеров.

Рис. 6.30.
а – первый случай; б – второй случай
ГОСТ 2.307–68 установил также правила изображения и нанесения размеров отверстий на видах при отсутствии разрезов (сечений) (рис. 6.31). Эти правила позволяют уменьшить число разрезов, выявляющих форму этих отверстий. Делается это за счет того, что на видах, где отверстия показывают окружностями, после указания диаметра отверстия наносят: размер глубины отверстия (рис. 6.31, б ), размер высоты фаски и угол (рис. 6.31, в), размер диаметра фаски и угол (рис. 6.31, г), размер диаметра и глубины цековки (рис. 6.31Э). Если после указания диаметра отверстия нет дополнительных указаний, то отверстие считается сквозным (рис. 6.31, а).

Рис. 6.31.
При простановке размеров принимают во внимание способы измерения деталей и особенности технологического процесса их изготовления.
Например, глубину открытого шпоночного паза на наружной цилиндрической поверхности удобно измерять с торца, поэтому на чертеже следует нанести размер, данный на рис. 6.32, а.

Рис. 6.32.
а – открытого; б – закрытого
Такой же размер закрытого паза легче проверить, если нанесен размер, указанный на рис. 6.32, б. Глубину шпоночного паза на внутренней цилиндрической поверхности удобно контролировать по размеру, проставленному на рис. 6.33.

Рис. 6.33.
Размеры нужно проставлять так, чтобы при изготовлении детали не приходилось выяснять что-либо путем подсчетов. Поэтому размер, проставленный на сечении по ширине лыски (рис. 6.34), следует считать неудачным. Размер, определяющий лыску, правильно показан в правой части рис. 6.34.

Рис. 6.34.
На рис. 6.35 показаны примеры простановки размеров цепным, координатным и комбинированным способами. При цепном способе размеры располагаются на цепочке размерных линий, как показано на рис. 6.35, а. При простановке общего (габаритного) размера цепь считается замкнутой. Замкнутая размерная цепь допускается в том случае, если один из ее размеров является справочным, например габаритный (рис. 6.35, а ) или входящий в цепь (рис. 6.35, б ).
Справочными называются размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом. Справочные размеры на чертеже отмечаются знаком в виде звездочки, который наносится справа от размерного числа. В технических требованиях повторяют этот знак и записывают: Размер для справок (рис. 6.35, а, б ).
К справочному размеру, входящему в замкнутую цепь, предельных отклонений не проставляют. Наибольшее распространение имеют незамкнутые цепи. В таких случаях один размер, при выполнении которого допустима самая меньшая точность, исключают из размерной цепи или не проставляют габаритный размер.
Постановку размеров по координатному способу производят от заранее выбранной базы. Например, на рис. 6.35, в этой базой служит правый торец валика.
Наиболее часто применяют комбинированный способ простановки размеров, который представляет собой сочетание цепного и координатного способов (рис. 6.35, г ).

Рис. 6.35.
а, б – цепной; в – координатный; г – комбинированный
На рабочих чертежах механически обработанных деталей, у которых острые кромки или ребра должны быть скруглены, указывают величину радиуса скругления (обычно в технических требованиях), например: Радиусы скруглений 4 мм или Неуказанные радиусы 8 мм.
Размеры, определяющие положение шпоночных пазов, также проставляют с учетом технологического процесса. На изображении паза для сегментной шпонки (рис. 6.36, а ) взят размер до центра дисковой фрезы, которой шпоночный паз будут фрезеровать, а положение паза для призматической шпонки устанавливают размером до его края (рис. 6.36, б ), так как этот паз прорезают пальцевой фрезой.

Рис. 6.36.
а – для сегментной шпонки; 6 – для призматической
Некоторые элементы деталей зависят от формы режущего инструмента. Например, дно глухого цилиндрического отверстия получается коническим, потому что коническую форму имеет режущий конец сверла. Размер глубины таких отверстий, за редким исключением, проставляют по цилиндрической части (рис. 6.37).

Рис. 6.37.
На чертежах деталей, имеющих полости, внутренние размеры, относящиеся к длине (или высоте) детали, наносят отдельно от наружных. Например, на чертеже корпуса группа размеров, определяющая наружные поверхности, размещена выше изображения, а внутренние поверхности детали определяет другая группа размеров, находящаяся ниже изображения (рис. 6.38).

Рис. 6.38.
Когда только часть поверхностей детали подлежит механической обработке, а остальные должны быть "черными", т.е. такими, какими они получились при литье, ковке, штамповке и т.д., размеры проставляют по особому правилу, также установленному ГОСТ 2.307-2011. Группа размеров, относящихся к обработанным поверхностям (т.е. образованных со снятием слоя материала), должна быть связана с группой размеров "черных" поверхностей (т.е. образованных без снятия слоя материала) не более чем одним размером по каждому координатному направлению.
У корпуса только две поверхности должны быть обработаны механически. Размер, связывающий группы наружных и внутренних размеров, отмечен на чертеже корпуса буквой A.
Если бы размеры полости корпуса были проставлены от плоскости левого торца детали, при его обработке нужно было бы выдерживать предельные отклонения сразу нескольких размеров, что практически невозможно.
Резьбу изготовляют режущим инструментом с удалением слоя материала, накаткой - путем выдавливания винтовых выступов, литьем, прессованием, штамповкой в зависимости от материала (металл, пластмасса, стекло) и других условий.
В силу устройства резьбонарезающего инструмента (например, метчика, рис. 8.14; плашки, рис. 8.15) или при отводе резца, при переходе от участка поверхности с резьбой полного профиля (участки l) к гладкой образуется участок, на котором резьба как бы сходит на нет (участки l1), образуется сбег резьбы (рис. 8.16).Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы (рис. 8.16,6, в). Сбег плюс недовод образуют недорез резьбы. Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (рис. 8.16, г), а для внутренней резьбы - немного больше наружного диаметра резьбы (рис. 8.17).В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (см. рис. 8.16). Фаску выполняют до нарезания резьбы. Размеры фасок, сбегов, недорезов и проточек стандартизованы, см. ГОСТ 10549-80* и 27148-86 (СТ СЭВ 214-86). Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры.
Построение точного изображения витков резьбы требует много времени, поэтому его применяют в редких случаях. Согласно ГОСТ 2.311 - 68* (СТ СЭВ 284-76), на чертежах резьбу изображают условно, независимо от профиля резьбы: на стержне - сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими - по внутреннему, на всю длину резьбы, включая фаску (рис. 8.18, а). На изо-бражениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности и разомкнутую в любом месте. На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 8.18,6).


Сплошную тонкую линию наносят на расстояние не менее 0,8 мм от основной линии (рис. 8.18), но не более шага резьбы.Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне (рис. 8.18, г) и до линии внутреннего диаметра в отверстии (рис 8.18,6).Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают (рис. 8.18). Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы (до начала сбега) основной линией (или штриховой, если резьба изображена как невидимая, рис. 8.19), доводя ее до линий наружного диаметра резьбы.При необходимости сбег резьбы изображают тонкими линиями, проводимыми примерно под углом 30° к оси (рис. 8.18, а, б).

Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам (рис. 8.19).Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину l резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16, г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы.При необходимости указания сбега или длины резьбы со сбегом размеры наносят, как показано на рис. 8.20, б, в.Недорез резьбы, выполненный до упора, изображают, как показано на рис. 8.21, а, б. Допустимы варианты «в» и «г».

На чертежах, по которым резьбу не выполняют (на сборочных чертежах), конец глухого отверстия допускается изображать по рис. 8.22 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 8.23).

Различают резьбы: общего назначения и специальные предназначенные для применения на изделиях определенных видов; крепежные, предназначенные, как правило, для неподвижного разъемного соединения составных частей изделия, и ходовые - для передачи движения. Преимущественно применяют правые резьбы, к обозначению левых резьб добавляют LH.В обозначениях многозаходных резьб указывают ход, а в скобках - шаг и его значение
