Áp dụng và đọc kích thước trong các bản vẽ của các bộ phận. Kích thước lỗ đơn giản thông qua lỗ trong bản vẽ
Trên các vấn đề chung về quy mô của hình thức và vị trí đã được xem xét (xem hình 7.3, 7.4, 7.6, 7.7). Ở đây sẽ được coi là các tính năng của các lỗ hình ảnh chủ yếu dưới các chi tiết chặt chớp của một số kết nối và các yếu tố loại tương tự.
Trên bản vẽ, các chi tiết của các lỗ hình trụ và ren có thể được mô tả dưới dạng một phần (Hình 7.11, nhưng), Trên bản vẽ của bộ phận lắp ráp, lỗ được mô tả hơi mở rộng (Hình 7.11, b). Xác định là đường kính b). Vị trí của các trục của các lỗ được xác định bởi thiết kế của sản phẩm.
Khi áp dụng kích thước của các yếu tố nằm đồng đều dọc theo chu vi của sản phẩm (ví dụ, các lỗ), thay vì kích thước góc xác định sự thư giãn của các yếu tố, chỉ số lượng của chúng chỉ ra (Hình 7.12, a, B).
Kích thước của một số yếu tố giống hệt nhau của sản phẩm thường được áp dụng một lần với chỉ dẫn về kệ của các dòng của số lượng các yếu tố này (Hình 7.13).
Với số lượng lớn các mặt hàng đơn giản của sản phẩm, nằm trên không đều trên bề mặt, bạn có thể chỉ định kích thước của chúng trong bảng hợp nhất (Hình 7.14). Cùng loại các yếu tố được ký hiệu bởi các số Ả Rập hoặc chữ in hoa.


0,5x45 °. 3 vát
- 03,2
- 2 tiền gửi

Nếu bản vẽ hiển thị một số nhóm nhóm có kích thước gần, nên đánh dấu các lỗ tương tự với một trong các ký hiệu (Hình 7.15). Số lượng lỗ và kích thước của chúng được phép được chỉ định trong bảng. Các lỗ được biểu thị bằng một dấu hiệu có điều kiện trên hình ảnh mà vị trí của chúng được chỉ định.
Các yếu tố tương tự nằm ở các phần khác nhau của sản phẩm (ví dụ: lỗ) được coi là một yếu tố nếu không có khoảng cách giữa chúng (Hình 7.16, nhưng) hoặc nếu các yếu tố này được kết nối bởi các dòng rắn mỏng (Hình 7.16, b). Trong trường hợp không có các điều kiện này, tổng số phần tử chỉ ra (Hình 7.16, trong).
Nếu các mục tương tự của sản phẩm (ví dụ: lỗ) nằm trên các bề mặt khác nhau và được hiển thị trên các hình ảnh khác nhau, số lượng các yếu tố này được viết riêng cho mỗi bề mặt (Hình 7.17).
|
7777777. |
|
|
- ? - --- |
|
4 oTB. 0 Yun 12.

- 2 oTB. M806.
- 2 từ 6.0 Yong 12
- 2 oSB.

Chỉ định lỗ hổng. Khi hình ảnh của các lỗ trong bản vẽ có kích thước 2 mm và ít hơn, nên chỉ định chúng trên kệ của đường nâng. Bạn cũng nên có trong trường hợp không có hình ảnh của lỗ trong vết cắt dọc theo trục. Các ví dụ liên quan được đưa ra trong hình. 7.18 và 7.19.
Trong bộ lễ phục. 7.18 cho thấy: a B C D - Lỗ điếc có đường kính 3, độ sâu 6 mm và đường kính 5 và độ sâu 7 mm; d, e, w, z -2 lỗ có đường kính 10 mm với cenclusion 1 x 45 ° và 3 lỗ với đường kính 6 mm với đường kính Zenkok hình trụ 12 và độ sâu 5 mm.
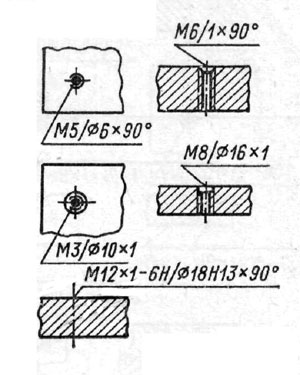
Trong bộ lễ phục. 7.19 Hiển thị các lỗ ren: a, B - Lỗ ren có sợi M10; trong, g - Tổ ren luồng M8 có tốc độ luồng 1 mm, độ dài của một lỗ với cấu hình luồng hoàn chỉnh 10 mm và độ sâu khoan 16 mm; d, E - Một khe ren bị điếc với luồng MB và một luồng dài với một hồ sơ chủ đề hoàn chỉnh 10 mm, với một cenenusion ở độ sâu 90 ° 1 mm; chà, Z - Lỗ ren có ren với luồng M12 và đường kính phay 18 mm ở góc 90 °.
Hệ thống chỉ định được thông qua cho phép bạn đưa ra kích thước của các lỗ và các yếu tố có trong cấu trúc của chúng. Hình dạng khác nhau của đầu, đầu của ốc vít, Cenks dưới đầu vít và các lỗ dưới đầu của vít lắp đặt được chuẩn hóa.
- 0 Yun 7- m 5 ° 06 / 012x5

- e) g)
- 01h7-7x45 S.
- 2 oSB.

- 06 / 012x5.
- 3 oSB.
M10-6N M8X1X10-16 MBH 10 / 1x90 ° M12-6N / 018X90 °
a) b) d) g)
M10-6N.
M8x1x10-16.
M6x10 / 1x90 °
M12-6N / 018X90.‘
Thông qua các lỗ vuông và hình thuôn được thực hiện chi tiết về loại vỏ và tấm có chuyển động tuyến tính hoặc góc. Trong các lỗ đặt dây buộc que (bu lông, vít, đinh tán).
Các lỗ được mô tả trong hai hình chiếu: trên một phần đầy đủ hoặc cục bộ dọc và trên chế độ xem trên cùng (Hình 7.20). Trên chế độ xem trên cùng, thường hiển thị kích thước của hình dạng - chiều dài, chiều rộng và bán kính của làm tròn - và kích thước của vị trí; Trên phần cắt dọc - độ dày của phần.
Thông qua các lỗ cung được thực hiện chi tiết có chuyển động lắp đặt tròn (Hình 7.21).

Các rãnh trực tiếp được xử lý có hình chữ T được thực hiện chi tiết về loại bảng, tấm để buộc chặt đồ đạc trên chúng có chuyển động cài đặt tuyến tính, các bộ phận được xử lý và tương tự. Trong các rãnh đặt đầu bu lông đặc biệt.
Đối với hình ảnh của các rãnh, một phép chiếu duy nhất là đủ tất cả các kích thước của biểu mẫu được dán và từ trục đối xứng - kích thước của vị trí (Hình 7.22). Kích thước của các rãnh được xử lý hình chữ T của vecni Trăm N darti.

Các rãnh vòng được xử lý hình chữ T được thực hiện chi tiết về loại bảng quay, tấm, vv để bảo mật đồ đạc trên chúng có chuyển động lắp đặt tròn.
Các rãnh vòng được mô tả trong hai hình chiếu: trên mặt cắt ngang và nhìn từ trên xuống (Hình 7.23). Trên mặt cắt ngang, kích thước của biểu mẫu liên quan đến hồ sơ rãnh được áp dụng; Trên chế độ xem trên cùng - bán kính trục đối xứng của rãnh (nó thường là kích thước của vị trí).


Hồ sơ của khoảng trống. Hướng dẫn trượt được sử dụng rộng rãi trong máy cắt kim loại. Các loại sau được cài đặt:
- Loại 1 - đối xứng hình chữ nhật (Hình 7.24);
- Loại 2 - Bất đối xứng hình tam giác (Hình 7.25);

- Loại 3 - Hình chữ nhật (Hình 7.26);
- Loại 4 - Đã vượt qua ("Đuôi Lastochkin" - Hình 7.27).



Trong Hình 7.24 và 7,25, kích thước tiêu chuẩn được chỉ định và kích thước của * - tham chiếu. Các kích thước còn lại được chuẩn hóa.
Các rãnh bọt biển luôn biểu diễn trong hai chi tiết: phủ và che (trục và tay áo). Trong các rãnh cài đặt một phím, truyền mô-men xoắn từ trục đến tay áo hoặc ngược lại.
Các rãnh dưới phím lăng trụ được mô tả trên hai vết cắt. Trên phần của mặt phẳng vuông góc với trục của trục hoặc lỗ (Hình 7.28, trong, D), hiển thị dạng ngang của rãnh và gây ra kích thước của chiều rộng và độ sâu. Trên đường cắt theo chiều dọc hoặc hoàn toàn (Hình 7.28, a, d), Ít thường xuyên hơn cho trục ở trên cao hơn (Hình 7.28, b)hiển thị chiều dài của rãnh và vị trí của nó so với các bề mặt khác của phần và áp dụng các kích thước còn lại.

Dòng giao điểm của các bức tường bên của rãnh với bề mặt trục hoặc tay áo được thay thế trong hình ảnh của hình chiếu của quá mức hình thành trục hoặc bề mặt lỗ.
Kích thước của các rãnh xốp cho lăng trụ và phân khúc (Hình 7.29) của Knap trên trục và tay áo được chuẩn hóa. Đường kính của trục và tay áo là kích thước xác định.

Nếu bàn phím phải được thực hiện trên một trục hình nón hoặc tay áo, hình ảnh của chúng trùng với hình ảnh của các khe cắm cho trục hình trụ và tay áo. Chỉ có kích thước của vị trí của rãnh trên trục được áp dụng từ một cơ sở nhỏ hơn của phần hình nón của trục (Hình 7.30, nhưng) và kích thước của độ sâu đục trong các lỗ được áp dụng trong mặt phẳng của một cơ sở nhỏ hơn của phần hình nón của lỗ (Hình 7.30, trong). Những kích thước này được chuẩn hóa.


Rãnh để khóa máy giặt nhiều pha. Trong rãnh của trục bao gồm chân bên trong của máy giặt nhiều pha. Một trong những bàn chân ngoài của máy giặt được uốn cong bên trong một trong những rãnh của đai ốc để ngăn chặn sự tự đẩy của nó.
Trên bản vẽ của kích thước trục của rãnh, như một quy tắc, đặt trong phần (Hình 7.31, nhưng). Ở dạng chính của một trục dọc theo các rãnh tạo ra một vết rạch cục bộ, hiển thị đầu ra của máy cắt đĩa, cắt rãnh và đặt kích thước /? Máy cắt (Hình 7.31, b). Đường kính sợi trục đóng vai trò là kích thước xác định mà kích thước của rãnh được tìm thấy.

Kích thước của một số mặt hàng giống hệt nhau của sản phẩm (lỗ, Champers, rãnh, nan hoa, v.v.) được áp dụng một lần, chỉ vào kệ dòng của các yếu tố này (Hình 1a). Nếu bất kỳ yếu tố nào nằm dọc theo chu vi của sản phẩm, thay vì kích thước bằng số xác định sự sắp xếp lẫn nhau của các yếu tố này, chỉ số của chúng (hình 1b) cho biết. Kích thước của hai mục được sắp xếp đối xứng của sản phẩm (trừ các lỗ) được nhóm ở một nơi và áp dụng một lần mà không chỉ định số của chúng (Hình 2). Số lượng các lỗ tương tự luôn chỉ ra hoàn toàn và kích thước của chúng chỉ một lần. Nếu các yếu tố tương tự được đặt trên sản phẩm đều, nên đặt kích thước giữa hai phần tử liền kề, và sau đó kích thước (khoảng) giữa các phần tử cực đoan dưới dạng sản phẩm của số khoảng cách giữa các phần tử giữa các phần tử trên Kích thước của kích thước khoảng cách (Hình 3). Khi áp dụng một số lượng lớn kích thước từ một cơ sở chung (từ điểm đánh dấu của 0 0), một dòng kích thước tổng số được thực hiện và các số thứ nguyên được dán từ đầu của các dòng loại bỏ (Hình 4a). Kích thước của đường kính của sản phẩm hình trụ được áp dụng, như trong Hình 4.



Một phương pháp tọa độ áp dụng kích thước của các yếu tố sản phẩm với một số lượng lớn chúng và sự sắp xếp không đồng đều trên bề mặt: Số kích thước được chỉ định trong bảng, chỉ ra các lỗ của các số Ả Rập (Hình 5a) hoặc chữ in hoa (Hình 5b).

Các yếu tố tương tự nằm ở các phần khác nhau của sản phẩm được coi là một yếu tố nếu không có khoảng cách giữa chúng (Hình 6a) hoặc nếu các phần tử này được kết nối bằng các đường mỏng vững chắc (Hình 6b), mặt khác chỉ ra tổng số phần tử (hình 6V).

Nếu các mục tương tự được đặt trên các bề mặt khác nhau và được hiển thị trên các hình ảnh khác nhau, số lượng các yếu tố này được viết riêng cho mỗi bề mặt (Hình 7). Kích thước của các yếu tố tương tự của sản phẩm nằm trên một bề mặt được phép lặp lại trong trường hợp khi chúng được gỡ bỏ đáng kể so với nhau và không được liên kết với nhau (Hình 8). Nếu bản vẽ sản phẩm có nhiều lỗ đóng mà bạn có thể tạo thành các nhóm, các lỗ của mỗi nhóm được biểu thị bằng một dấu hiệu có điều kiện (trên hình ảnh nơi các kích thước xác định vị trí của chúng được liệt kê) và số lượng lỗ và kích thước của chúng cho Mỗi nhóm được dán trong bảng (Hình 9).



Vẽ lỗ đơn giản
 Trong trường hợp có đường kính của lỗ trong ảnh là 2 mm và ít hơn, nếu không có hình ảnh của lỗ trong phần (phần) dọc theo trục hoặc nếu kích thước lỗ của các quy tắc chung làm phức tạp việc đọc Vẽ, kích thước của các lỗ trong các bản vẽ được đơn giản hóa theo GOST 2.318-81 (STSEV 1977-79). Kích thước của các lỗ chỉ cho biết kệ của đường nâng, được thực hiện từ trục lỗ (Hình 10). Ví dụ về kích thước lỗ đơn giản được hiển thị trong bảng dưới đây.
Trong trường hợp có đường kính của lỗ trong ảnh là 2 mm và ít hơn, nếu không có hình ảnh của lỗ trong phần (phần) dọc theo trục hoặc nếu kích thước lỗ của các quy tắc chung làm phức tạp việc đọc Vẽ, kích thước của các lỗ trong các bản vẽ được đơn giản hóa theo GOST 2.318-81 (STSEV 1977-79). Kích thước của các lỗ chỉ cho biết kệ của đường nâng, được thực hiện từ trục lỗ (Hình 10). Ví dụ về kích thước lỗ đơn giản được hiển thị trong bảng dưới đây.
| loại lỗ. | Hình ảnh của lỗ và cấu trúc của kích thước đơn giản của kích thước | bản vẽ đơn giản |
|---|---|---|
| trơn tru qua |  |
 |
| trơn tru qua |  |
 |
| Điếc mượt mà |  |
 |
| điếc mịn màng với một vát |  |
 |
| mịn qua với zenkovka hình trụ |  |
 |
| mượt mà thông qua với zenkovka hình nón |  |
 |
| trơn tru với một zenkovka hình nón và nhàm chán |  |
 |
| ren qua và điếc có ren từ vát |  |
 |
| Điếc có ren với zenkovka |  |
 |
| luồn thông qua với Zenkovka |  |
 |
Ghi chú
Các chỉ định được thông qua của các yếu tố của các lỗ được sử dụng trong cấu trúc ghi: D 1 là đường kính mở chính; d 2 - đường kính của cenks; L 1 - chiều dài của phần hình trụ của lỗ chính; L 2 - chiều dài của sợi trong lỗ điếc; L 3 - Độ sâu của Zenkovka; l 4 - độ sâu chamfer; z - chỉ định của chủ đề theo tiêu chuẩn; là góc trung tâm của cenks; α - Góc chamfer.
Kích thước trên các bản vẽ làm việc được gắn để chúng có thể thuận tiện để sử dụng trong quá trình sản xuất các bộ phận và trong quá trình kiểm soát sau khi sản xuất.
Ngoài việc quy định trong đoạn 1.7, "Kích thước bản vẽ cơ bản" ở đây cung cấp một số quy tắc để vẽ trong bản vẽ.
Khi vật phẩm có một số nhóm lỗ, kích thước gần, hình ảnh của mỗi nhóm lỗ phải được trộn với các dấu hiệu đặc biệt. Do các dấu hiệu như vậy, các khu vực khô của các vòng tròn được sử dụng, sử dụng số lượng khác nhau về số lượng và vị trí của chúng cho mỗi nhóm lỗ (Hình 6.27).
Quả sung. 6.27.
Kích thước và số lượng lỗ của mỗi nhóm không được chỉ định trong hình ảnh chi tiết, nhưng trong tấm.
Để biết chi tiết có vị trí đối xứng, các yếu tố giống hệt nhau trên cấu hình và độ lớn, kích thước của chúng trong bản vẽ được áp dụng một lần mà không chỉ định số lượng, nhóm, như một quy tắc, ở một nơi tất cả các kích cỡ. Ngoại lệ là các lỗ tương tự, số lượng luôn được chỉ định và kích thước của chúng chỉ được áp dụng một lần (Hình 6.28).

Quả sung. 6.28.
Chi tiết được mô tả trong hình. 6.27, có một số lỗ có cùng khoảng cách giữa chúng. Trong những trường hợp như vậy, thay vì chuỗi kích thước, lặp lại kích thước một và goth nhiều lần, nó được áp dụng một lần (xem kích thước 23). Sau đó, có những đường từ xa giữa các trung tâm của các lỗ cực đoan của chuỗi và kích thước được áp dụng dưới dạng công việc, trong đó nhà máy đầu tiên là số khoảng cách giữa các trung tâm của các lỗ liền kề, và thứ hai là kích thước Trong khoảng cách này (xem kích thước 7 × 23 \u003d 161 trong hình 6.27). Phương pháp vẽ kích thước này được khuyến nghị cho các bản vẽ của các bộ phận có cùng khoảng cách giữa các yếu tố tương tự: lỗ, cắt, nhô ra, v.v.
Vị trí của các trung tâm của các lỗ hoặc các yếu tố giống hệt nhau, nằm trên không đồng đều xung quanh vòng tròn, được xác định bởi kích thước góc (Hình 6.28, nhưng). Với phân phối đồng đều các yếu tố tương tự xung quanh vòng tròn, kích thước góc không được áp dụng, nhưng được giới hạn trong số lượng các yếu tố này (Hình 6.28, b.).
Kích thước liên quan đến một phần thiết kế của bộ phận (lỗ, nhô ra, rãnh, v.v.) nên được áp dụng ở một nơi, nhóm chúng trên hình ảnh mà yếu tố này được mô tả rõ ràng nhất (Hình 6.29).

Quả sung. 6.29.
Vị trí của bề mặt nghiêng có thể được đặt trên bản vẽ của kích thước góc và hai (Hình 6.30, nhưng) hoặc ba kích thước tuyến tính (Hình 6.30, b.). Nếu bề mặt nghiêng không giao nhau về mặt khác, như trong hai trường hợp đầu tiên, và liên hợp với bề mặt cong (xem hình 6.17), đường thẳng của đường viền được kéo dài bằng một đường mỏng đến ngã tư và từ giao lộ Điểm là đường từ xa để vẽ kích thước.

Quả sung. 6.30.
nhưng - trường hợp đầu tiên; b - Trường hợp thứ hai
GOST 2.307-68 cũng đã cài đặt các quy tắc cho hình ảnh và áp dụng các lỗ trên các loài trong trường hợp không có vết cắt (phần) (Hình 6.31). Những quy tắc này cho phép bạn giảm số lần cắt giảm hình dạng của các lỗ này. Điều này được thực hiện do thực tế là trên các loài có các lỗ được hiển thị bằng các vòng tròn, sau khi chỉ định đường kính của các lỗ, được áp dụng: kích thước của độ sâu mở (Hình 6.31, b.), chiều cao vát và góc (hình 6.31, c), kích thước của đường kính chát và góc (Hình 6.31, d), kích thước đường kính và độ sâu của Ceckovka (Hình 6.31). Nếu, sau khi chỉ định đường kính của lỗ, không có hướng dẫn bổ sung, lỗ được coi là thông qua (Hình 6.31, a).

Quả sung. 6.31.
Tại Prostancing, các kích thước tính đến các phương pháp đo lường các bộ phận và các tính năng của quá trình công nghệ sản xuất của họ.
Ví dụ, độ sâu của một rãnh phím mở trên bề mặt hình trụ bên ngoài được đo thuận tiện từ cuối, do đó trong bản vẽ bạn nên áp dụng kích thước được đưa ra trong hình. 6,32, nhưng.

Quả sung. 6.32.
nhưng - mở; b. - Đóng cửa
Kích thước tương tự của rãnh kín dễ kiểm tra xem kích thước có được chỉ định trong quả sung được áp dụng hay không. 6,32, b. Độ sâu của một rãnh xốp trên bề mặt hình trụ bên trong được theo dõi thuận tiện bởi kích thước được trồng trong hình. 6.33.

Quả sung. 6.33.
Kích thước cần phải được dán để trong việc sản xuất phần mà nó không phải tìm ra thứ gì đó bằng cách đếm. Do đó, kích thước bị ảnh hưởng trên mặt cắt dọc theo chiều rộng của lyY (Hình 6.34) nên được coi là không thành công. Kích thước xác định nhà nghỉ được thể hiện chính xác ở phần bên phải của hình. 6.34.

Quả sung. 6.34.
Trong bộ lễ phục. 6.35 cho thấy các ví dụ về kích thước của chuỗi kích thước, phối hợp và các phương pháp kết hợp. Với một phương pháp chuỗi, kích thước được đặt trên chuỗi các dòng chiều, như trong hình. 6,35, nhưng. Trên tuyến tiền liệt của tổng số (tổng thể) chuỗi kích thước được coi là đóng. Chuỗi chiều đóng được cho phép nếu một trong các kích thước của nó là tham chiếu, chẳng hạn như tổng thể (Hình 6.35, nhưng) hoặc bao gồm trong chuỗi (Hình 6.35, b.).
Tài liệu tham khảo được gọi là kích thước không phải thực thi trên bản vẽ này và chỉ ra dễ dàng sử dụng bản vẽ. Kích thước tham chiếu trong bản vẽ được đánh dấu bằng dấu hoa thị, được áp dụng ở bên phải của số thứ nguyên. Dấu hiệu này lặp lại trong thông số kỹ thuật và hồ sơ: Kích thước cho chứng chỉ (Hình 6.35, a, B.).
Kích thước tham chiếu có trong chuỗi đóng, độ lệch giới hạn không được gắn. Phân phối lớn nhất được mở khóa chuỗi. Trong những trường hợp như vậy, một kích thước, khi thực hiện độ chính xác dài nhất, được cho phép, bị loại trừ khỏi chuỗi kích thước hoặc không dán kích thước tổng thể.
Các kích thước trong phương pháp tọa độ được tạo ra từ một cơ sở được xác định trước. Ví dụ, trong hình. 6,35, trong Cơ sở dữ liệu này phục vụ đầu bên phải của con lăn.
Phương pháp kết hợp được sử dụng phổ biến nhất của kích thước Prostanoving, là sự kết hợp giữa các phương pháp chuỗi và tọa độ (Hình 6.35, g.).

Quả sung. 6.35.
a, B - chuỗi; trong - danh từ: Tọa độ; g. - Kết hợp
Trên các bản vẽ làm việc của các bộ phận được xử lý cơ học, trong đó các cạnh hoặc xương sườn sắc nét nên được làm tròn, cho biết cường độ của bán kính của làm tròn (thường là trong thông số kỹ thuật), ví dụ: Bán kính tròn 4 mm hoặc là Radii không kể xiết 8 mm.
Các kích thước xác định vị trí của các rãnh bọt biển cũng được tích hợp bởi quá trình công nghệ. Trên hình ảnh của rãnh cho khóa phân đoạn (Hình 6.36, nhưng) lấy kích thước đến trung tâm của máy cắt đĩa, mà bàn phím sẽ được phay và vị trí của rãnh cho phím lăng trụ được cài đặt kích thước với cạnh của nó (Hình 6.36, b.) Vì rãnh này cắt qua máy phay ngón tay.

Quả sung. 6.36.
nhưng - Cho swing phân khúc; 6 – Cho lơ lăng
Một số yếu tố chi tiết phụ thuộc vào hình dạng của công cụ cắt. Ví dụ, đáy của một lỗ mở hình trụ khiếm thính là hình nón, bởi vì dạng hình nón có đầu cắt của máy khoan. Kích thước của độ sâu của các lỗ như vậy, với một ngoại lệ hiếm hoi, được gắn bởi phần hình trụ (Hình 6.37).

Quả sung. 6.37.
Trong các bản vẽ của các bộ phận có sâu răng, kích thước bên trong liên quan đến chiều dài (hoặc chiều cao) của các bộ phận được áp dụng riêng biệt với bên ngoài. Ví dụ: trên bản vẽ vỏ, một nhóm các kích thước xác định các bề mặt bên ngoài được đặt phía trên hình ảnh và các bề mặt bên trong của bộ phận xác định nhóm kích thước khác bên dưới hình ảnh bên dưới (Hình 6.38).

Quả sung. 6.38.
Khi chỉ một phần của các bề mặt được gia công, và phần còn lại nên là "Đen", tức là. Những gì họ bật ra khi đúc, rèn, dập, v.v., kích thước được dán theo quy tắc đặc biệt, cũng được thiết lập bởi GOST 2.307-2011. Nhóm các kích thước thuộc về các bề mặt được xử lý (tức là được hình thành với việc loại bỏ lớp vật liệu), nên được liên kết với một nhóm các kích thước của các bề mặt "đen" (nghĩa là được hình thành mà không cần tháo lớp vật liệu) không nhiều hơn một kích thước cho mỗi hướng tọa độ.
Ở cơ thể, chỉ có hai bề mặt phải được gia công. Kích thước kết nối nhóm kích thước bên ngoài và bên trong được ghi chú trên bản vẽ trường hợp của chữ A.
Nếu kích thước của khoang cơ thể được dán từ mặt phẳng của đầu trái, khi nó, cần phải chịu được độ lệch giới hạn của một số kích cỡ cùng một lúc, gần như không thể.
Các luồng được tạo bởi một công cụ cắt với việc loại bỏ một lớp vật liệu, tương thích - bằng cách ép đùn các phần nhô ra, đúc, ép, dập, tùy thuộc vào vật liệu (kim loại, nhựa, thủy tinh) và các điều kiện khác.
Do thiết bị của một công cụ ren (ví dụ, một cú chạm 8.14; xúc xắc, hình 8.15) hoặc khi máy cắt được loại bỏ, trong quá trình chuyển đổi từ bề mặt bề mặt của bề mặt bằng một sợi cấu hình đầy đủ (lô l), một ô được hình thành trên đó luồng dường như không bật (lô L1), một luồng được hình thành (Hình 8.16). Nếu các luồng được thực hiện với một số bề mặt, không cho phép bạn mang công cụ cho đến khi nó được hình thành, thì Các luồng được hình thành (Hình 8.16.6, B). Raise cộng với không ai tạo thành một luồng. Nếu bạn cần thực hiện một luồng hồ sơ đầy đủ, mà không thoát, thì cho đầu ra của công cụ ren, đường kính phải có đường kính luồng bên trong ít hơn một chút (Hình 8.16, D) và cho các luồng bên trong - ngoài trời một chút ngoài Đường kính ren (gạo 8,17). Ở đầu luồng, chúng làm, như một quy tắc, một vát hình nón, bảo vệ cuộn dây cực đoan khỏi thiệt hại và hướng dẫn phục vụ khi kết nối các bộ phận với các luồng (xem hình 8.16). Chamfer được thực hiện trước khi cắt sợi. Kích thước của người Champers, chôn cất, thiếu can thiệp và ống dẫn được chuẩn hóa, xem GOST 10549-80 * và 27148-86 (ST SEV 214-86). Sản phẩm buộc chặt. Đầu ra chủ đề. Chạy, vô vị và rãnh. Kích thước.
Xây dựng một hình ảnh chính xác của rẽ ren đòi hỏi rất nhiều thời gian, vì vậy nó được sử dụng trong các trường hợp hiếm hoi. Theo GOST 2.311 - 68 * (ST SEV 284-76), các bản vẽ luồng được mô tả có điều kiện, bất kể cấu hình luồng: trên thanh - với các đường chính chắc chắn ở đường kính ngoài của luồng và rắn mỏng - trên bên trong , đầy đủ các chủ đề, bao gồm cả vát (Hình 8.18, a). Trên các giống ISO thu được bằng cách chiếu trên mặt phẳng, vuông góc với trục của thanh, dọc theo đường kính trong của sợi chỉ mang ra một vòng cung của một đường mỏng chắc chắn bằng 3/4 vòng tròn và mở bất cứ nơi nào. Trên các hình ảnh luồng trong các lỗ, các đường mỏng chính và rắn chắc chắn, như nó đã được thay đổi ở những nơi (Hình 8.18,6).


Đường mỏng rắn được áp dụng cho khoảng cách ít nhất 0,8 mm từ đường chính (Hình 8.18), nhưng không còn bước nào của sợi. Việc cắt trong các vết cắt được điều chỉnh theo đường của đường kính ngoài của luồng trên Thanh (Hình 8.18, D) và lên đến đường kính trong trong lỗ (Hình 8.18.6). Nền móng trên thanh ren và các lỗ ren không có mục đích mang tính xây dựng đặc biệt, trong hình chiếu trên mặt phẳng, vuông góc với trục của thanh hoặc lỗ, không được mô tả (Hình 8.18). Đường viền của luồng trên thanh và trong các lỗ được thực hiện ở cuối hồ sơ chủ đề hoàn chỉnh (trước khi bắt đầu thoát) dòng chính (hoặc mã vạch, nếu chạm khắc được mô tả là vô hình, hình 8.19 ), Đưa nó đến dòng đường kính ngoài của sợi. Nhu cầu chạy chủ đề được mô tả bởi các đường mỏng. Thực hiện khoảng ở một góc 30 ° đến trục (Hình 8.18, A, B).

Các luồng được hiển thị dưới dạng vô hình được mô tả bởi các đường nét độ dày của một độ dày dọc theo đường kính ngoài và đường kính trong (Hình 8.19). Chủ đề mỏng được gọi là độ dài của phần của phần mà chạm khắc được hình thành, bao gồm cả chạy và gọt cạnh xiên. Thông thường trong các bản vẽ chỉ cho thấy chiều dài l của luồng với một hồ sơ đầy đủ (Hình 8.20, a). Nếu có một ống dẫn, bên ngoài (xem hình 8,16, d) hoặc nội bộ (xem hình 8.17), thì chiều rộng của nó cũng bao gồm chiều dài luồng. Trong nhu cầu chỉ ra sự cố thoát hoặc chiều dài luồng với một chiều kích thước là áp dụng, như trong hình. 8,20, B, V.Nedorez ren, được thực hiện trước khi dừng, được mô tả như trong hình. 8.21, a, b. Phiên bản "b" và "g" có thể chấp nhận được.

Trong các bản vẽ, theo đó các luồng không được thực hiện (trên các bản vẽ lắp ráp), phần cuối của lỗ điếc được phép được mô tả trong hình. 8.22 Trên các vết cắt của kết nối ren trong hình ảnh trên mặt phẳng song song với trục của nó, chỉ một phần của luồng được hiển thị trong lỗ, không bị đóng bằng luồng que (Hình 8.23).

Chủ đề được phân biệt: Mục đích chung và Đặc vụ dành cho sản phẩm trên các sản phẩm của một số loài; Chốt dự định, như một quy luật, đối với kết nối có thể tháo rời cố định của các thành phần của sản phẩm và chạy - để di chuyển chuyển động. Chủ đề chính được sử dụng; LH được thêm vào chỉ định của các chủ đề trái. Trong ký hiệu của các chủ đề nhiều ngày cho thấy di chuyển và trong ngoặc - bước và giá trị của nó
